Сварка полиэтиленовых ПНД труб - это процесс получения неразъемного соединения посредством взаимного проникновения под давлением и последующего остывания расплавленных торцов двух полиэтиленовых элементов. Полное название этого метода - "Контактная сварка плоским нагретым инструментом встык". Название в обиходе - "Стыковая сварка ПНД труб".
Компания «ДВН-Строй» оказывает услуги по стыковой сварке следующих типов труб:
1. Сварка ПНД труб;
2. Сварка полиэтиленовых труб;
3. Сварка ПЭ труб.
Сварка труб выполняется на Omicron и Rothenberger. Диаметр труб ПНД 110, 160, 225, 315. Так же мы свариваем трубы больших диаметров 400, 500, 630 мм.

Стыковая сварка полиэтиленовых труб производится квалифицированной бригадой.
Со стоимостью услуг по стыковой сварке ПЭ труб вы можете ознакомиться в разделе
Оборудование для сварки полиэтиленовых ПЭ труб
Установка для стыковой сварки ПНД труб состоит из трёх основных элементов:
- Станина с центратором для зажима труб, в котором создается требуемое осевое усилие в торцах ПЭ труб. Привод центратора бывает механическим или гидравлическим. Первый приводится в действие вручную, второй - с помощью гидравлического агрегата.
- Электромеханический торцеватель для выравнивания торцов труб перед этапом нагревания.
- Нагревательный элемент - сварочное зеркало (в обиходе "сковорода") - это элемент, с помощью которого нагреваются и расплавляются торцы ПНД труб.
В комплект стыкового сварочного оборудования могут быть включены некоторые второстепенные вспомогательные элементы.
Все сварочное оборудование можно разделить на несколько групп:
Сварочные зеркала. Самый недорогой способ сварки ПНД труб. В виду отсутствия центратора и торцевателя не рекомендуется применять для сварки напорных трубопроводов.
Сварочные установки с механическим приводом. Это оборудование предназначается для стыковой сварки труб диаметром до 160мм и отличается оптимальным сочетанием цена/качество.
Сварочные установки с гидравлическим приводом. Данное оборудование предназначается лдя профессиональной сварки труб всех диаметров.
Элементы автоматизации и протоколирования. Предназначены для автоматизации и протоколирования соответственно сварочного процесса. Это требуется при сварке особо ответственных труб, а так же когда протоколы сварки стыков требуются в составе исполнительной документации.
Так же всё сварочное оборудование можно разделить по типу свариваемых материалов:
- для сварки труб из полипропилена (ПП трубы);
- для сварки труб из полиэтилена (ПЭ трубы);
- для сварки труб из поливинилденфторида (ПВДФ трубы);
- для сварки труб из полибутена (ПБ трубы);
Технология стыковой сварки полиэтиленовых ПНД труб
Стыковая сварка на сварочном оборудовании методом «встык» - наиболее востребованный и эффективный метод монтажа ПНД труб. Стыковая сварка выполняется в том случае, если диаметр материала более 50мм, а толщина стенки более 4мм.
Не разрешается сварка из неоднородных полимерных материалов.
Идея способа стыковой сварки ПЭ труб состоит в том, что торцы во время сварки нагреваются до состояния вязкого полиэтилена непосредственным контактом с электрическим нагревательным элементом. После этого расплавленные торцы труб соединяются гидравлическим давлением и выдерживаются некоторое время до полного остывания.
Перед процессом нагрева торцы свариваемых труб подвергаются механической очистке и обработке для удаления загрязнений.
Всего существует пять этапов стыковой сварки труб:

- а)Монтаж и центровка в кольцевых зажимах сварочного аппарата концов свариваемых труб;
- б)Торцевание перед сваркой специальными ножами с механическим приводом (на рис.1);
- в)Производится визуальная проверка на точность совпадения торцов, контролируется величина зазора (на рис. С);
- г)Нагреваются и оплавляются поверхности предварительно нагретым инструментом (на рис.2);
- д)Нагревательный элемент удаляется из области сварки, трубы соединяются под давлением. Происходит осадка стыка;
Во время стыковой сварки труб необходимо контролировать следующие основные параметры:
- Температура нагревательного элемента;
- Время нагрева соединяемых поверхностей;
- Величина оплавления полиэтилена (высота грата);
- Контактное давление во время нагрева и во время охлаждения;
После того, как процесс стыковой сварки труб ПНД завершен, в процессе охлаждения сварной шов достигает требуемой прочности, а так же обеспечивается однородность материала в месте соединения.
Основные правила стыковой сварки полиэтиленовых труб ПНД
Стыковая сварка ПНД труб выполняется только на твердой ровной поверхности, например из досок, либо на асфальте или железобетонном основании.
Во время сварки полиэтиленовых труб безусловно должна обеспечиваться соосность труб. Разница в осях свариваемых труб не должна превышать 10 процентов толщины стенки трубы.
Обратные торцы труб ПНД во время сварки закрываются заглушками для избежания сквозняка внутри труб, с целью поддержания заданной температуры стыковой сварки полиэтиленовых труб.
До фиксации в зажимах их торцы протираются неворсистой тряпкой изнутри и снаружи. Так же протираются зажимы центратора.
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала. Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм - 16 мм;
- Для туб диаметром 32 мм - 18 мм;
- Для туб сечением 40 мм - 20 мм;
- Трубы с диаметром 50 мм - 23 мм.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Контролируем качество работ

Сварка полиэтиленовых труб - дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с . О ее технологии и пойдет речь в нашей статье.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;
- электромуфтовая.
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.

Обратите внимание, что использовать при этом трубы из полиэтилена разных марок, а также различающиеся по диаметру и SDR запрещено. К тому же толщина стенок не должна быть менее 4,5 мм, а допустимая температура окружающей среды – от -15 0 С до + 45 0 С.
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;
- толщина стенок;
- марка полимера.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Лучше проводить данную операцию электроторцевателем, он срезает и уравнивает торцы четко под углом 90 0 механическим путем. Обрезание осуществляется до тех пор, пока не появится ровная непрерывная лента стружки.
- Далее задействуется – выполняется расплавление торцов. На данном этапе формируется первичный грат.

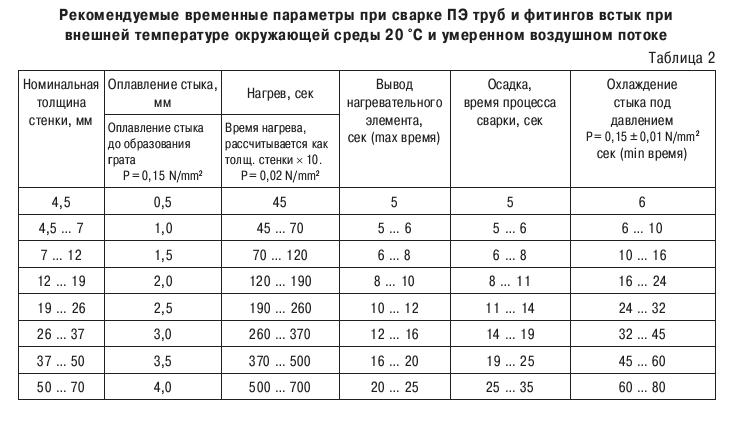
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.

- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Электромуфтовая сварка
Известен и еще один способ сварки труб из полиэтилена – монтаж с применением электромуфт (также она носит название терморезисторная сварка). Основными положительными характеристиками электромуфтовой сварки является качественное соединение элементов трубопровода и несложный, быстрый процесс монтажа. С ее помощью, в отличие от стыковой сварки, можно соединить трубы с толщиной стенки 4 мм и менее.
Инструкция по сварке с помощью электромуфт предполагает такие этапы:
- Очищение торцов от пыли и грязи на длину? длины муфты или даже больше – производится механическим способом.
- Обезжиривание поверхностей, снятие оксидного слоя.

Перечисленные выше пункты являются обязательными подготовительными мероприятиями. На них основывается качество будущего соединения, поэтому игнорировать их нельзя.
- Монтаж муфты на трубу, центрирование.
- Сварочное соединение муфты и торца трубы, используется сварочный аппарат для полиэтиленовых труб.
- Остывание соединения – происходит естественным образом, на шов не должно оказываться какого-либо постороннего влияния.
Пайка полиэтиленовых труб и фитингов может осуществляться аппаратами для сварки с разными степенями автоматизации. В зависимости от добросовестности того или иного производителя может отличаться качество сборки самого оборудования и его способность работать в различных условиях.

Очень удобен в эксплуатации сварочный аппарат для муфтовой сварки, снабженный сканером, который производит считывание информации по штрих-коду, расположенному на фитинге (время сварки, напряжение, температура и т. д.). На основании полученных данных агрегат сам выставляет параметры сварки, автоматически выполняет задачу, контролирует все этапы и в случае возникновения ошибки, оповещает оператора выводом на экран ее цифрового обозначения.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками, так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема - в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
 |
|---|
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык - один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа - сварка с закладными нагревателями и сварка нагретым инструментом в раструб .
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы - ПЭ , ПП , ПВДФ , ПВХ и пр. Другими словами, из полимеров , которые при нагреве способны перейти в вязко-текучее состояние, а после остывания - снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб - в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток - в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена . Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» - почти синонимы.
Единственное ограничение - сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки - монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб - ПЭ или ПП, способы сварки - нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84 . Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Полиэтиленовые трубы (ПНД) с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.

Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки

Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.

Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Видео — Электромуфтовая сварка труб ПНД
Стыковая сварка ПНД труб своими руками

Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.

Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).

После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
Видео — Стыковая сварка полиэтиленовых труб







