Ромашкин А.Н.
Сталь - деформируемый (ковкий) сплав железа с углеродом (до 2,14%) и другими элементами. Получают, главным образом, из смеси чугуна со стальным ломом в кислородных конвертерах, мартеновских печах и электропечах. Сплав железа с углеродом, содержащий более 2,14% углерода, называют чугуном.
99% всей стали - материал конструкционный в широком смысле слова: включая стали для строительных сооружений, деталей машин, упругих элементов, инструмента и для особых условий работы - теплостойкие, нержавеющие, и т.п. Его главные качества - прочность (способность выдерживать при работе достаточные напряжения), пластичность (способность выдерживать достаточные деформации без разрушения как при производстве конструкций, так в местах перегрузок при их эксплуатации), вязкость (способность поглощать работу внешних сил, препятствуя распространению трещин), упругость, твердость, усталость, трещиностойкость, хладостойкость, жаропрочность.
Для изготовления подшипников широко используют шарикоподшипниковые хромистые стали ШХ15 и ШХ15СГ. Шарикоподшипниковые стали обладают высокой твердостью, прочностью и контактной выносливостью.
Пружины, рессоры и другие упругие элементы работают в области упругой деформации материала. В то же время многие из них подвержены воздействию циклических нагрузок. Поэтому основные требования к пружинным сталям - это обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению (55С2, 60С2А, 50ХФА, 30Х13, 03Х12Н10Д2Т).
Высокопрочные стали имеют высокую прочность при достаточной пластичности (среднеуглеродистая легированная сталь 40ХН2МА), высокой конструктивной прочностью, малой чувствительностью к надрезам, высоким сопротивлением хрупкому разрушению, низким порогом хладноломкости, хорошей свариваемостью.
Классификация сталей и сплавов производится:
- по химическому составу;
- по структурному составу;
- по качеству (по способу производства и содержанию вредных примесей);
- по степени раскисления и характеру затвердевания металла в изложнице;
- по назначению.
Химический состав
По химическому составу углеродистые стали делят в зависимости от содержания углерода на следующие группы:
- малоуглеродистые - менее 0,3% С;
- среднеуглеродистые - 0,3...0,7% С;
- высокоуглеродистые - более 0,7 %С.
Для улучшения технологических свойств стали легируют. Легированной называется сталь, в которой, кроме обычных примесей, содержатся специально вводимые в определенных сочетаниях легирующие элементы (Сr, Ni, Мо, Wo, V, Аl, В, Тl и др.), а также Mn и Si в количествах, превышающих их обычное содержание как технологических примесей (1% и выше). Как правило, лучшие свойства обеспечивает комплексное легирование.
В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов:
- низколегированные - менее 2,5%;
- среднелегированные - 2,5...10%;
- высоколегированные - более 10%.
Структурный состав
Легированные стали и сплавы делятся также на классы по структурному составу:
- в отожженном состоянии - доэвтектоидный, заэвтектоидный, ледебуритный (карбидный), ферритный, аустенитный;
- в нормализованном состоянии - перлитный, мартенситный и аутенитный.
К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному - с более высоким и к аустенитному - с высоким содержанием легирующих элементов.
Классификация стали по содержанию примесей
По качеству, то есть по способу производства и содё примесей, стали и сплавы делятся на четыре группы
Классификация сталей по качеству
| Группа | S, % | Р, % |
| Обыкновенного качества (рядовые) | менее 0,06 | менее 0,07 |
| Качественные | менее 0,04 | менее 0,035 |
| Высококачественные | менее 0,025 | менее 0,025 |
| Особовысококачественные | менее 0,015 | менее 0,025 |
Стали обыкновенного качества
Стали обыкновенного качества (рядовые) по химическому составу -углеродистые стали, содержащие до 0,6% С. Эти стали выплавляются в конвертерах с применением кислорода или в больших мартеновских печах. Примером данных сталей могут служить стали СтО, СтЗсп, Ст5кп.
Стали обыкновенного качества, являясь наиболее дешевыми, уступают по механическим свойствам сталям других классов.
Стали качественные
Стали качественные по химическому составу бывают углеродистые или легированные (08кп, 10пс, 20). Они также выплавляются в конвертерах или в основных мартеновских печах, но с соблюдением более стро-гих требований к составу шихты, процессам плавки и разливки.
Углеродистые стали обыкновенного качества и качественные по степени раскисления и характеру затвердевания металла в изложнице делятся на спокойные, полуспокойные и кипящие. Каждый из этих сортов отличается содержанием кислорода, азота и водорода. Так в кипящих сталях содержится наибольшее количество этих элементов.
Стали высококачественные
Стали высококачественные выплавляются преимущественно в электропечах, а особо высококачественные - в электропечах с электрошлаковым переплавом (ЭШП) или другими совершенными методами, что гарантирует повышенную чистоту по неметаллическим включениям (содержание серы и фосфора менее 0,03%) и содержанию газов, а следовательно, улучшение механических свойств. Это такие стали как 20А, 15Х2МА.
Стали особовысококачественные
Особовысококачественные стали подвергаются электрошлаковому переплаву, обеспечивающему эффективную очистку от сульфидов и оксидов. Данные стали выплавляются только легированными. Их производят в электропечах и методами специальной электрометаллургии. Содержат не более 0,01% серы и 0,025% фосфора. Например: 18ХГ-Ш, 20ХГНТР-Ш.
Классификация стали по назначению
По назначению стали и сплавы классифицируются на конструкционные, инструментальные и стали с особыми физическими и химическими свойствами.
Конструкционные стали
Конструкционные стали принято делить на строительные, для холодной штамповки, цементируемые, улучшаемые, высокопрочные, рессорно-пружинные, шарикоподшипниковые, автоматные, коррозионно-стойкие, жаростойкие, жаропрочные, износостойкие стали.
Строительные стали
К строительным сталям относятся углеродистые стали обыкновенного качества, а также низколегированные стали. Основное требование к строительным сталям - их хорошая свариваемость. Например: С255, С345Т, С390К, С440Д.
Стали для холодной штамповки
Для холодной штамповки применяют листовой прокат из низкоуглеродистых качественных марок стали 08Ю, 08пс и 08кп.
Цементируемые стали
Цементируемые стали применяют для изготовления деталей, работающих в условиях поверхностного износа и испытывающих при этом динамические нагрузки. К цементируемым относятся малоуглеродистые стали, содержащие 0,1-0,3% углерода (такие, как 15, 20, 25), а также некоторые легированные стали (15Х, 20Х, 15ХФ, 20ХН 12ХНЗА, 18Х2Н4ВА, 18Х2Н4МА, 18ХГТ, ЗОХГТ, 20ХГР).
Улучшаемые стали
К улучшаемым сталям относят стали, которые подвергают улучшению - термообработке, заключающейся в закалке и высоком отпуске. К ним относятся среднеуглеродистые стали (35, 40, 45, 50), хромистые стали (40Х, 45Х, 50Х), хромистые стали с бором (ЗОХРА, 40ХР), хромоникелевые, хромокремниемарганцевые, хромоникельмолибденовые стали.
Высокопрочные стали
Высокопрочные стали - это стали, у которых подбором химического состава и термической обработкой достигается предел прочности примерно вдвое больший, чем у обычных конструкционных сталей. Такой уровень прочности можно получить в среднеуглеродистых легированных сталях - таких, как ЗОХГСН2А, 40ХН2МА, ЗОХГСА, 38ХНЗМА, ОЗН18К9М5Т, 04ХИН9М2Д2ТЮ.
Пружинные стали
Пружинные (рессорно-пружинные) стали сохраняют в течение длительного времени упругие свойства, поскольку имеют высокий предел упругости, высокое сопротивление разрушению и усталости. К пружинным относятся углеродистые стали (65, 70) и стали, легированные элементами, которые повышают предел упругости - кремнием, марганцем, хромом, вольфрамом, ванадием, бором (60С2, 50ХГС, 60С2ХФА, 55ХГР).
Подшипниковые стали
Подшипниковые (шарикоподшипниковые) стали имеют высокую прочность, износоустойчивость, выносливость. К подшипниковым предъявляют повышенные требования на отсутствие различных включений, макро- и микропористости. Обычно шарикоподшипниковые стали характеризуются высоким содержанием углерода (около 1%) и наличием хрома (ШХ9, ШХ15).
Автоматные стали
Автоматные стали используют для изготовления неответственных деталей массового производства (винты, болты, гайки и др.)> обрабатываемых на станках-автоматах. Эффективным металлургическим приемом повышения обрабатываемости резанием является введение в сталь серы, селена, теллура, а также свинца, что способствует образованию короткой и ломкой стружки, а также уменьшает трение между резцом и стружкой. Недостаток автоматных сталей - пониженная пластичность. К автоматным сталям относятся такие стали, как А12, А20, АЗО, А40Г, АС11, АС40, АЦ45Г2, АСЦЗОХМ, АС20ХГНМ.
Износостойкие стали
Износостойкие стали применяют для деталей, работающих в условиях абразивного трения, высокого давления и ударов (крестовины железнодорожных путей, траки гусеничных машин, щеки дробилок, черпаки землеройных машин, ковши экскаваторов и др.)- Пример износостойкой стали - высокомарганцовистая сталь 110Г13Л.
Коррозионно-стойкие (нержавеющие) стали
Коррозионно-стойкие (нержавеющие) стали - легированные стали с большим содержанием хрома (не менее 12%) и никеля. Хром образует на поверхности изделия защитную (пассивную) оксидную пленку. Углерод в нержавеющих сталях - нежелательный элемент, а чем больше хрома, тем выше коррозионная стойкость.
Структура для наиболее характерных сплавов этого назначения может быть:
- ферритно-карбидной и мартенситной (12X13, 20X13, 20Х17Н2, 30X13, 40X13, 95X18 - для слабых агрессивных сред (воздух, вода, пар);
- ферритной (15X28) - для растворов азотной и фосфорной кислот;
- аустенитной (12Х18НЮТ) - в морской воде, органических и азотной кислотах, слабых щелочах;
- мартенситно-стареющей (ЮХ17Н13МЗТ, 09Х15Н8Ю) - в фосфорной, уксусной и молочной кислотах.
Сплав 06ХН28МТ может эксплуатироваться в условиях горячих (до 60°С) фосфорной и серной (концентрации до 20%) кислот.
Коррозионностойкие стали и сплавы классифицируют в зависимости от агрессивности среды, в которой они используются, и по их основному потребительскому свойству на собственно коррозионно-стойкие, жаростойкие, жаропрочные и криогенные.
Коррозионно-стойкие стали
Изделия из собственно коррозионностойких сталей (лопатки турбин, клапаны гидравлических прессов, пружины, карбюраторные иглы, диски, валы, трубы и др.) работают при температуре эксплуатации до 550°С.
Жаропрочные стали
Жаропрочные стали способны работать в нагруженном состоянии при высоких температурах в течение определенного времени и при этом обладают достаточной жаростойкостью. Данные стали и сплавы применяются для изготовления труб, клапанных, паро- и газотурбинных деталей (роторы, лопатки, диски и др.).
Для жаропрочных и жаростойких машиностроительных сталей используются малоуглеродистые (0,1-0,45% С) и высоколегированные (Si, Cr, Ni, Со и др.). Жаропрочные стали и сплавы в своем составе обязательно содержат никель, который обеспечивает существенное увеличение предела длительной коррозионной прочности при незначительном увеличении предела текучести и временного сопротивления, и марганец. Они могут дополнительно легироваться молибденом, вольфрамом, ниобием, титаном, бором, иодом и др. Так, микролегирование бором, а также редкоземельными и некоторыми щелочноземельными металлами повышает такие характеристики, как число оборотов при кручении, пластичность и вязкость при высоких температурах.
Рабочие температуры современных жаропрочных сплавов составляют примерно 45-80% от температуры плавления. Эти стали классифицируют по температуре эксплуатации (ГОСТ 20072-74):
при 400-550°С - 15ХМ, 12Х1МФ, 25Х2М1Ф, 20ХЗМВФ;
при 500-600°С - 15Х5М, 40ХЮС2М, 20X13;
при 600-650°С - 12Х18Н9Т, 45Х14Н14В2М, ЮХЦН23ТЗМР,
ХН60Ю, ХН70Ю, ХН77ТЮР, ХН56ВМКЮ, ХН62МВКЮ.
Жаростойкие стали
Жаростойкие (окалиностойкие) стали обладают стойкостью против химического разрушения поверхности в газовых средах, в том числе серосодержащих, при температурах +550-1200°С в воздухе, печных газах (15X5, 15Х6СМ, 40Х9С2, ЗОХ13Н7С2, 12X17, 15X28), окислительных и науглероживающих средах (20Х20Н14С2, 20Х23Н18) и работают в ненагруженном или слабонагруженном состоянии, так как могут проявлять ползучесть при приложении больших нагрузок. Жаростойкие стали характеризуют по температуре начала интенсивного окисления. Величина этой температуры определяется содержанием хрома в сплаве. Так, при. 15% Cr температура эксплуатации изделий составляет +950°С, а при 25% Cr до +130СГС. Жаростойкие стали также легируют никелем, кремнием, алюминием.
Криогенные стали
Криогенные машиностроительные стали и сплавы (ГОСТ 5632-72) по химическому составу являются низкоуглеродистыми (0,10% С) и высоколегированными (Cr, N1, Mn и др.) сталями аустенитного класса (08Х18НЮ, 12Х18НЮТ, ОЗХ20Н16АГ6, ОЗХ13АП9 и др.). Основными потребительскими свойствами этих сталей являются пластичность и вяз-кость, которые с понижением температуры (от +20 до -196°С) либо не меняются, либо мало уменьшаются, т.е. не происходит резкого уменьшения вязкости, характерного при хладноломкости. Криогенные машиностроительные стали классифицируют по температуре эксплуатации в диапазоне от -196 до -296°С и используют для изготовления деталей криогенного оборудования.
Инструментальные стали
Инструментальные стали по назначению делят на стали для режущих, измерительных инструментов, штамповые стали.
Стали для режущих инструментов
Стали для режущих инструментов должны быть способными сохранять высокую твердость и режущую способность продолжительное время, том числе и при нагреве. В качестве сталей для режущих инструментов применяют углеродистые, легированные инструментальные, быстрорежущие стали.
Углеродистые инструментальные стали
Углеродистые инструментальные стали содержат 0,65-1,32% углерода. Например, стали марок У7, У7А, У13, У13А. К данной группе, помимо нелегированных углеродистых инструментальных сталей, условно относят также стали с небольшим содержанием легирующих элементов, которые не сильно отличаются от углеродистых.
Легированные инструментальные стали
В данную группу сталей входят стали, содержащие легирующие элементы в количестве 1-3%. Легированные инструментальные стали имеют повышенную (по сравнению с углеродистыми инструментальными сталями) теплостойкость - до +300°С. Наиболее широко используют стали 9ХС (сверла, фрезы, зенкеры), ХВГ (протяжки, развертки), ХВГС (фрезы, зенкеры, сверла больших диаметров).
Быстрорежущие стали
Быстрорежущие стали применяют для изготовления различного режущего инструмента, работающего на высоких скоростях резания, так как они обладают высокой теплостойкостью - до +650°С. Наибольшее распространение получили быстрорежущие стали марок Р9, Р18, Р6М5, Р9Ф5, РЮК5Ф5.
Стали для измерительных инструментов
Инструментальные стали для измерительных инструментов (плиток, калибров, шаблонов) помимо твердости и износостойкости должны сохранять постоянство размеров и хорошо шлифоваться. Обычно применяют стали У8...У12, X, 12X1, ХВГ, Х12Ф1. Измерительные скобы, шкалы, линейки и другие плоские и длинные инструменты изготовляют из листовых сталей 15, 15Х. Для получения рабочей поверхности с высокой твердостью и износостойкостью инструменты подвергают цементации и закалке.
Штамповые стали
Штамповые стали обладают высокой твердостью и износостойкостью, прокаливаемостью и теплостойкостью.
Стали для штампов холодного деформирования
Эти стали должны обладать высокой твердостью, износостойкостью и прочностью, сочетающейся с достаточной вязкостью, также должны быть теплостойкими. Например Х12Ф1, Х12М, Х6ВФ, 6Х5ВЗМФС, 7ХГ2ВМ. Во многих случаях для изготовления штампов для холодного деформирования используют быстрорежущие стали.
Стали для штампов горячего деформирования
Эти стали должны иметь высокие механические свойства (прочность и вязкость) при повышенных температурах и обладать износостойкостью, окалиностойкостью, разгаростойкостью и высокой теплопроводностью. Примером таких сталей могут служить стали 5ХНМ, 5ХНВ, 4ХЗВМФ, 4Х5В2ФС, ЗХ2В8Ф, 4Х2В5МФ.
Валковые стали
Данные стали применяют для рабочих, опорных и прочих валков прокатных станов, бандажей составных опорных валков, ножей для холодной резки металла, обрезных матриц и пуансонов. К валковым сталям относят такие марки стали, как 90ХФ, 9X1, 55Х, 60ХН, 7Х2СМФ.
Требования к стали для валков
Высокая прокаливаемость. Для обеспечения высокой закаливаемости необходимо использование таких марок стали, устойчивость переохлажденного аустенита которых в обеих областях превращения, во возможности, достаточна для развития мартенситного превращения при минимальных скоростях охлаждения, например, в масле.
Глубокая прокаливаемость. Прокаливаемость - это глубина закаленного слоя или, другими словами, глубина проникновения мартенсита. Она зависит от химического состава, размеров деталей и условий охлаждения. Легирующие элементы, а также увеличение содержания углерода (0,8%) в стали способствуют увеличению ее прокаливаемости, поэтому необходимую прокаливаемость обеспечивают за счет оптимизации химического состава стали. Для данного типа стали необходима практически сквозная прокаливаемость, так как при этом обеспечивается жесткость валка, без которой затруднительно получение высокой точности проката. Среди элементов, увеличивающих прокаливаемость - кремний и бор.
Высокая износостойкость . Необходима для безаварийной работы стана. При высокой износостойкости образование абразивных частиц износа не происходит, система подшипников работает более надежно.
Высокая контактная прочность . Контактная прочность рабочего слоя валков должна быть выше контактных напряжений, возникающих в процессе прокатки с учетом естественных нагрузок.
Минимальная склонность к деформации и короблению в процессе термической обработки и неизменность размеров в процессе эксплуатации .
Удовлетворительная обрабатываемость при мехобработке, хорошая шлифуемость и полируемость для обеспечения высокой чистоты поверхности валков и, следовательно, высокого качества поверхности прокатываемого материала.
В промышленном производстве для создания наиболее качественных материалов очень часто используют комбинации из нескольких химических элементов. Особенно распространен такой подход в металлургии, где получаемые сплавы способны работать в таких условиях, которые неподвластны чистым металлам.
Соединения нескольких элементов позволяет добиться уникальных свойств, которые необходимо в той или иной отрасли. Одним из наиболее распространенных сплавов является сталь. Она получается в результате соединения железа с углеродом. Также в массовую долю материала входит незначительное количество примесей. При необходимости в сплав вводят легирующие присадки или покрывают поверхность металла защитным слоем.
Химический состав стали
Свойства и характеристики стали зависят от количественного состава химических элементов в ее структуре. Углерод придает материалу твердости и вязкости, но его повышенное содержание приводит к хрупкости и ухудшает свариваемость. Наиболее качественная сталь получается после обработки отжигом, когда углерод внедряется в структуру металлической решетки железа на молекулярном уровне и образует устойчивое соединение цементит. Содержание кремния в сплаве повышает текучесть и прочность, а также упругость. Но избыток этого элемента ухудшает свариваемость и ударную вязкость. Марганец массовой долей до 2% позволяет повысить прочность материала. При большем процентном содержании сварка становится затруднительной.
Хром защищает сталь от окисления и значительно продляет срок ее эксплуатации. Но при неправильной термической обработке образует карбид, который препятствует сварке. Никель улучшает пластичность, вязкость и ковкость, а также является одним из немногих элементов, повышенное содержание которых не приводит к побочным эффектам. Молибден повышает термическую стойкость стали, а также предельно допустимые нагрузки, поэтому, активно используется в качестве присадок в конструкционных сплавах.
Ванадий улучшает вязкость и упругость, активно способствует процессу закалки, но ухудшает свариваемость. Вольфрам добавляет материалу твердости и стойкости при работе с высокими температурами. Титан повышает коррозийную стойкость стали, но его избыток может приводить к горячим трещинам при сварке. Медь повышает коррозионную стойкость и ковкость металла и не несет негативных эффектов при избытке. Кроме перечисленных элементов, наделяющих сталь положительными свойствами, есть и вещества, чье присутствие несет только негативную нагрузку.
![]()
Сера повышает ломкость материала при высоких температурах и затрудняет свариваемость. Фосфор влияет на повышение параметра ломкости при нормальных температурах и тоже ухудшает свариваемость. Азот, кислород и водород отрицательно влияют на прочность и приводят к быстрому старению стали. Содержание негативных элементов должно сводиться к минимуму, чтобы качество материала удовлетворяло потребностям рынка.
Характеристики стали
Твердость стали зависит от массовой доли углерода, а также количества специальных присадок. В основном твердые материалы используются в тех случаях, когда они не будут находиться под воздействием динамической нагрузки, так как с твердостью обычно повышается и хрупкость сплава. Предел прочности стали на растяжение составляет 60 килограммосил на миллиметр квадратный. Остальные значения прочностей напрямую зависят от марки материала. Стойкости к определенному виду негативного воздействия достигаются при помощи закалки металла или введения в сплав нужных присадок.
Предел прочности стали всегда отражается в маркировке, чтобы покупатель мог быстро выбрать нужный ему материал. Удельное сопротивление стали варьируется от 0,103 до 0,137 Ом*миллиметр в квадрате/метр. Величина зависит от количественного содержания химических элементов в сплаве. Для электротехнических сталей показатель сопротивления составляет 0,25-0,6 Ом*миллиметр в квадрате/метр. Столь высокое значение по сравнению с обычной сталью объясняется условиями эксплуатации и соответствует техническим требованиям. Расчетное сопротивление стали может быть разным даже для одной партии изделий, так как количество примесей распределяется не равномерно по всей структуре сплава.

Стальные проводники на практике применяются очень редко, так как есть металлы, обладающие гораздо лучшими параметрами, необходимыми для использования в электротехнике. А вот электротехническая сталь является одним из основных материалов, применяемых при изготовлении корпусов электроприборов и трансформаторов. Теплопроводность стали находится на высоком уровне, что позволяет с успехом использовать материал в отопительных системах. С ростом температуры этот показатель несколько снижается, но общие потери не критичны по сравнению с затратами энергии. Конечно, есть металлы и сплавы с гораздо более высокими параметрами теплопроводности, но их использование является нерентабельным ввиду больших затрат на их производство.

Удельная теплоемкость стали составляет 0,462 килоджоуля/килограмм*Кельвин. Это является неплохим показателем для металла. Данная характеристика показывает, сколько тепловой энергии необходимо передать телу, чтобы его температура изменилась на один градус. То есть, чем меньше этот показатель, тем быстрее нагревается вещество. Фактическое значение теплоемкости стали позволяет еще раз доказать оправданность ее использования в отопительных сетях. К тому же сталь очень хорошо сохраняет полученное тепло и медленно остывает, так что на поддержание температуры на нужном уровне понадобится меньше топлива.
Коэффициент трения сталь-сталь в состоянии покоя составляет 0,15 без использования смазки и 0,1 с ней. При скольжении этот параметр составит 0,15 и 0,05 соответственно. Химические свойства стали зависят от количественного и качественного содержания элементов в сплаве. При необходимости эксплуатации материала в агрессивной среде в его состав вводятся дополнительные присадки, позволяющие не допустить или сильно замедлить протекания разрушительных химических реакций.
Продолжение табл. 1
Сталь марки Ст4, согласно ГОСТ, имеет следующие свойства в состоянии поставки (после прокатки или ковки): (σ в == 420÷540 МПа, σ т = 240÷260 МПа; δ = 21%.
Сталь 45, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 207. При твердости НВ 190- 200 сталь имеет предел прочности не выше 600-620 МПа, а при твердости ниже НВ 180 предел прочности не превышает 550-600 МПа. Для отожженной углеродистой стали отношение σ т /σ в составляет примерно 0,5. Следовательно, предел текучести стали 45 в этом состоянии не превышает 270-320 МПа.
Сталь 20ХНЗА, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 250. Следовательно, предел прочности при твердости НВ 230-250 не превышает 670- 750 МПа и может быть ниже 600 МПа для плавок с более низкой твердостью. Тогда предел текучести составляет 350-400 МПа, так как σ т /σ в для отожженной легированной стали 0,5-0,6.
Таким образом, для получения заданной величины предела текучести вал необходимо подвергнуть термической обработке.
Для низкоуглеродистой стали Ст4 улучшающее влияние термической обработки незначительно. Кроме того, Ст4 - как сталь обыкновенного качества имеет повышенное содержание серы и фосфора (см. табл. 1), которые понижают механические свойства и особенно сопротивление ударным нагрузкам.
Для такого ответственного изделия, как вал двигателя, поломка которого нарушает работу машины, применение более дешевой по составу стали обыкновенного качества нерационально.
Сталь 45 относится к классу качественной углеродистой, а сталь 20ХН3А - к классу высококачественной легированной стали. Они содержат соответственно 0,42-0,50 и 0,17-0,23%С и принимают закалку.
Для повышения прочности можно применять нормализацию или закалку с высоким отпуском.
Последний вариант обработки сложнее, но позволяет получить не только более высокие характеристики прочности, но и более высокую вязкость. В стали 45 минимальные значения ударной вязкости (a н после нормализации составляют 200-300 кДж/м 2 , а после закалки и отпуска с нагревом до 500° С достигают 600-700 кДж/м 2 .
Так как вал двигателя воспринимает в работе динамические нагрузки, а также и вибрации, более целесообразно применить закалку и отпуск. После закалки в воде углеродистая сталь 45 получает структуру мартенсита. Однако вследствие небольшой прокаливаемости углеродистой стали эта структура в изделиях диаметром более 20-25 мм образуется только в сравнительно тонком поверхностном слое толщиной до 2-4 мм.
Последующий отпуск вызывает превращение мартенсита и троостита в сорбит только в тонком поверхностном слое, но не влияет на структуру и свойства перлита и феррита в основной массе изделий.
Сорбит отпуска обладает более высокими механическими свойствами, чем феррит и перлит.
Наибольшие напряжения от изгиба, кручения и повторно переменных нагрузок воспринимают наружные слои, которые и должны обладать повышенными механическими свойствам. Однако в сопротивлении динамическим нагрузкам, которые воспринимает вал, участвуют не только поверхностные, но и нижележащие слои металла.
Таким образом, углеродистая сталь не будет иметь требуемых свойств по сечению вала диаметром 70 мм.
Сталь 20ХНЗА легирована никелем и хромом для повышения прокаливаемости и закаливаемости. Она получает после закалки достаточно однородные структуру и механические свойства в сечении диаметром до 75 мм.
1. Закалка с 820-835° С в масле.
При закалке с охлаждением в масле (а не в воде, как это требуется для углеродистой стали) возникают меньшие напряжения, а, следовательно, и меньшая деформация. После закалки сталь имеет структуру мартенсита и твердость не ниже HRC 50.
2. Отпуск 520-530° С. Для предупреждения отпускной хрупкости, к которой чувствительны стали с хромом (марганцем, вал после нагрева следует охлаждать в масле.
Механические свойства стали 20ХНЗА в изделии диаметром до 75 мм после термической обработки:
Предел прочности σ в =900-1000 МПа, предел текучести σ т = 750-800 МПа , относительное удлинение δ = 8-10 %, относительное сужение ψ = 45-50 %, ударная вязкость а н = 900 кДж /м 2 .
Таким образом, эти свойства обеспечивают требования, формулированные в задаче, для вала диаметром 70 мм.
№ 2. Зубчатые колеса в зависимости от условий работы и возникающих напряжений можно изготавливать из стали обыкновенного качества, качественной углеродистой и легированной с различным содержанием легирующих элементов.
Выбрать, руководствуясь техническими и экономическими соображениями, сталь для изготовления колес диаметром 50 мм и высотой 30 мм с пределом прочности не ниже 360-380 МПа.
Указать термическую обработку колес, механические свойства и структуру выбранной стали в готовом изделии и для сравнения механические свойства и структуру сталей 45 и 40ХН после улучшающей термической обработки.
№ 3. Выбрать сталь для изготовления валов диаметром 50 мм для двух редукторов. По расчету сталь для одного из валов должна иметь предел текучести не ниже 350 МПа, а для другого - не ниже 500 МПа.
Указать: 1) состав и марку выбранных сталей; 2) рекомендуемый режим термической обработки; 3) структуру после каждой операции термической обработки; 4) механические свойства в готовом изделии.
Можно ли применять углеродистую сталь обыкновенного качества для изготовления валов требуемого сечения и прочности?
№ 4. Коленчатые валы диаметром 80 мм, работающие при повышенных напряжениях, изготавливают на одном заводе из качественной углеродистой стали, а на другом - из легированной стали.
Какую сталь следует применять для этой цели? Указать ее химический состав и марку.
№ 5. Выбрать сталь для изготовления тяжело нагруженных коленчатых валов диаметром 60 мм: предел прочности должен быть не ниже 750 МПа.
ЗАДАЧИ ПО ИНСТРУМЕНТАЛЬНЫМ
СТАЛЯМ И СПЛАВАМ
№ 6. Стойкость сверл и фрез, изготовленных из быстрорежущей стали умеренной теплостойкости марки Р12 и обрабатывавших конструкционные стали твердостью НВ 180-200, была удовлетворительной.
Однако стойкость этих сверл резко снизилась при обработке жаропрочной аустенитной стали.
Рекомендовать быстрорежущую сталь повышенной теплостойкости, пригодную для производительного резания жаропрочных сталей, указать ее марку и химический состав, термическую обработку и микроструктуру в готовом инструменте.
Сопоставить теплостойкость стали Р12 и выбранной стали.
Решение задачи № 6
Режущие инструменты для производительного резания изготовляют из быстрорежущих сталей, так как эти стали обладают теплостойкостью. Они сохраняют мартенситную структуру и высокую твердость при повышенном нагреве (500-650° С), возникающем в режущей кромке.
Однако стойкость инструментов из быстрорежущих сталей, подвергавшихся оптимальной термической обработке, определяется не только их химическим составом, структурой и режимом резания, но сильно зависит от свойств обрабатываемого материала.
При резании сталей и сплавов с аустенитной структурой (нержавеющих, жаропрочных и др.), получающих все более широкое применение в промышленности, стойкость инструментов и предельная скорость резания могут сильно снижаться по сравнению с получаемыми при резании обычных конструкционных сталей и чугунов с относительно невысокой твердостью (до НВ 220-250). Это связано главным образом с тем, что теплопроводность аустенитных сплавов пониженная. Вследствие этого тепло, выделяющееся при резании, лишь в небольшой степени поглощается сходящей стружкой и деталью и в основном воспринимается режущей кромкой. Кроме того,
эти сплавы сильно упрочняются под режущей кромкой в процессе резания, из-за чего заметно возрастают усилия резания.
Для резания подобных материалов, называемых труднообрабатываемыми, мало пригодны быстрорежущие стали умеренной теплостойкости, сохраняющие высокую твердость (HRC 60) и мартенситную структуру после нагрева не выше 615-620°С. Для обработки аустенитных сплавов необходимо выбирать быстрорежущие стали повышенной теплостойкости, а именно кобальтовые. Кобальт способствует выделению при отпуске наряду с карбидами также и частиц интерметаллидов, более стойких против коагуляции, и затрудняет процессы диффузии при температурах нагрева режущей кромки. Кобальтовые стали сохраняют твердость HRC 60 после более высокого нагрева: до 640-645° С. Кроме того, кобальт заметно (на 30-40%) повышает теплопроводность быстрорежущей стали, а следовательно, снижает температуры режущей кромки из-за лучшего отвода тепла в тело инструмента. Наконец, стали с кобальтом имеют более высокую твердость (до HRC 68 у стали Р8МЗК6С).
Для сверл и фрез, применяемых для резания аустенитных сплавов, рекомендуются кобальтовые стали марок Р12Ф4К5 или Р8МЗК6С. Термическая обработка кобальтовых сталей принципиально не отличается от обработки других быстрорежущих сталей. Она следующая.
Инструменты закаливают с очень высоких температур (1240- 1250° С для стали Р12Ф4К5 и 1210-1220° С для стали Р8МЗК6С), что необходимо для растворения большего количества карбидов и насыщения аустенита (мартенсита) легирующими элементами: вольфрамом, молибденом, ванадием и хромом. Еще более высокий нагрев, дополнительно усиливающий перевод карбидов в раствор, недопустим: он вызывает рост зерна, что снижает прочность и вязкость. Структура стали после закалки: мартенсит, остаточный аустенит (15-30%) и избыточные карбиды, не растворяющиеся при нагреве и задерживавшие рост зерна. Твердость HRC 60- 62.
Затем инструменты отпускают при 550-560° С (3 раза по 60 мин). Отпуска вызывает: а) выделение дисперсных карбидов и интерметаллидов из мартенсита (дисперсионное твердение), что повышает твердость до HRC 66-69; б) превращает мягкую составляющую - остаточный аустенит в мартенсит; в) снимает напряжения, вызываемые мартенситным превращением.
После отпуска инструменты шлифуют, а затем подвергают цианированию, чаще всего жидкому в смеси NaCN (50%) и Na 2 C0 3 (50%) с выдержкой 15-30 мин (в зависимости от сечения инструмента).
Твердость цианированного слоя на глубину 0,02-0,03 мм достигает HRC 69-70; немного (на 10° С) возрастает и теплостойкость. При нагреве для цианирования снимаются также напряжения, вызванные шлифованием. Цианирование повышает стойкость инструментов на 50-80%.
После цианирования целесообразен кратковременный нагрев при 450-500° С в атмосфере пара и с охлаждением в масле; поверхность инструмента приобретает тогда синий цвет и несколько лучшую стойкость против воздушной коррозии.
№ 7. Выбрать сталь для червячных фрез, обрабатывающих конструкционные стали твердостью НВ 220-240.
Объяснить причины, по которым для этого назначения нецелесообразно использовать углеродистую инструментальную сталь У12 с высокой твердостью (HRC 63-64).
№ 8. Завод должен изготовить долбяки, обрабатывающие с динамическими нагрузками конструкционные стали с твердостью НВ 200-230.
Выбрать марку быстрорежущей стали, наиболее пригодной для этого назначения, рекомендовать режим термической обработки и указать структуру и свойства (для долбяков наружным диаметром 60 мм).
№ 9. Завод изготовлял протяжки из высоковольфрамовой стали Р18.
Указать, можно ли использовать для протяжек менее легированную, а следовательно, более экономичную быстрорежущую сталь.
Выбрать марку стали для протяжек, обрабатывающих конструкционные стали с твердостью до НВ 250, указать ее термическую обработку, структуру и свойства для случаев, когда протяжки изготовляют из проката диаметром 40 и 85 мм.
ЗАДАЧИ ПО цветным металлам И СПЛАВАМ
№ 10. Многие изделия изготавливают из латуни вытяжкой из листа в холодном состоянии. Иногда в изделиях обнаруживаются трещины, возникающие без приложения внешних нагрузок (так называемое «сезонное растрескивание»). На рис. 1 показана деталь после глубокой вытяжки и после растрескивания при вылеживании.
Рис. 1. Растрескивание латунной детали после глубокой вытяжки и вылеживания
Объяснить сущность этого явления и указать способы его предубеждения.
Подобрать марку латуни, не подверженной сезонному растрескиванию. Кроме того, описать структуру, технологические свойства α и α + β"-латуней.
Решение задачи № 10
Латуни в зависимости от содержания цинка и структуры можно разделить на три класса:
1. α-латуни....... До 39,5% Zn
2. α + β"-латуни..... От 39,5 до 45,7% Zn
3. β"-латуни....... От 45,7 до 51% Zn
Увеличение содержания цинка изменяет структуру и свойства латуни (рис. 2).
Увеличение содержания цинка до определенного предела повышает пластичность и прочность. Пластичность достигает максимальных значений при 30-32% Zn, а прочность - при 40%. При дальнейшем увеличении содержания цинка прочность и пластичность снижаются.
Это изменение свойств определяется свойствами соответствующих фаз, образующихся при введении цинка.
α-фаза представляет твердый раствор типа замещения, пластичность и прочность которой возрастают по мере увеличения содержания цинка.
β"-фаза - твердый раствор на базе электронного соединения с центрированной кубической решеткой и упорядоченным расположением атомов. Эта фаза отличается повышенной хрупкостью и твердостью; поэтому образование β-фазы снижает вязкость и повышает твердость.
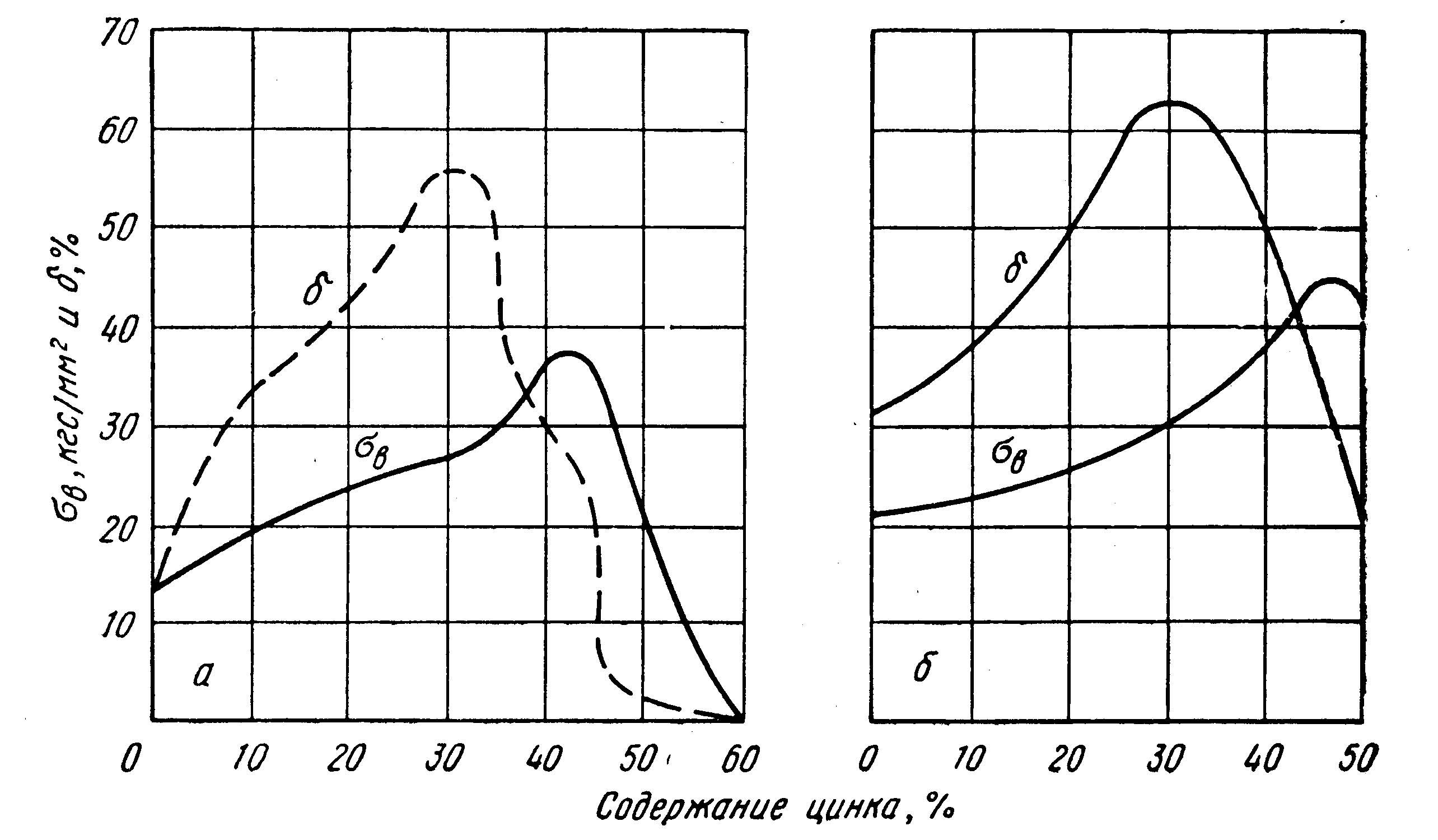
Рис. 2. Механические свойства латуни в зависимости от содержания цинка:
а - литая латунь; б - катаная и отожженная латунь
При нагреве выше 450° С β"-фаза превращается в неупорядоченный твердый раствор β, отличающийся большей пластичностью, чем β"-фаза. Из диаграммы состояния видно, что α + β"-латуни приобретают при таком нагреве однородную структуру β-твердого раствора, а следовательно, и большую пластичность.
Эти свойства фаз определяют технологический прогресс изготовления изделий из различных сортов латуни, а также их назначение.
Изделия из α-латуни изготавливают главным образом холодной или горячей деформацией; обработка резанием не дает достаточно чистой поверхности. Изделия из α + β"-латуни изготавливают горячей (прессование, штамповка) или холодной деформацией (но без вытяжки) или обработкой резанием.
В результате последующего отжига прочность сплава понижается, но пластичность возрастает (рис. 3).
Холодная деформация латуни создает в изделии остаточные напряжения. Они возникают и в результате местной холодной деформации (при изгибе деталей, чеканке, развальцовке и т. п.).
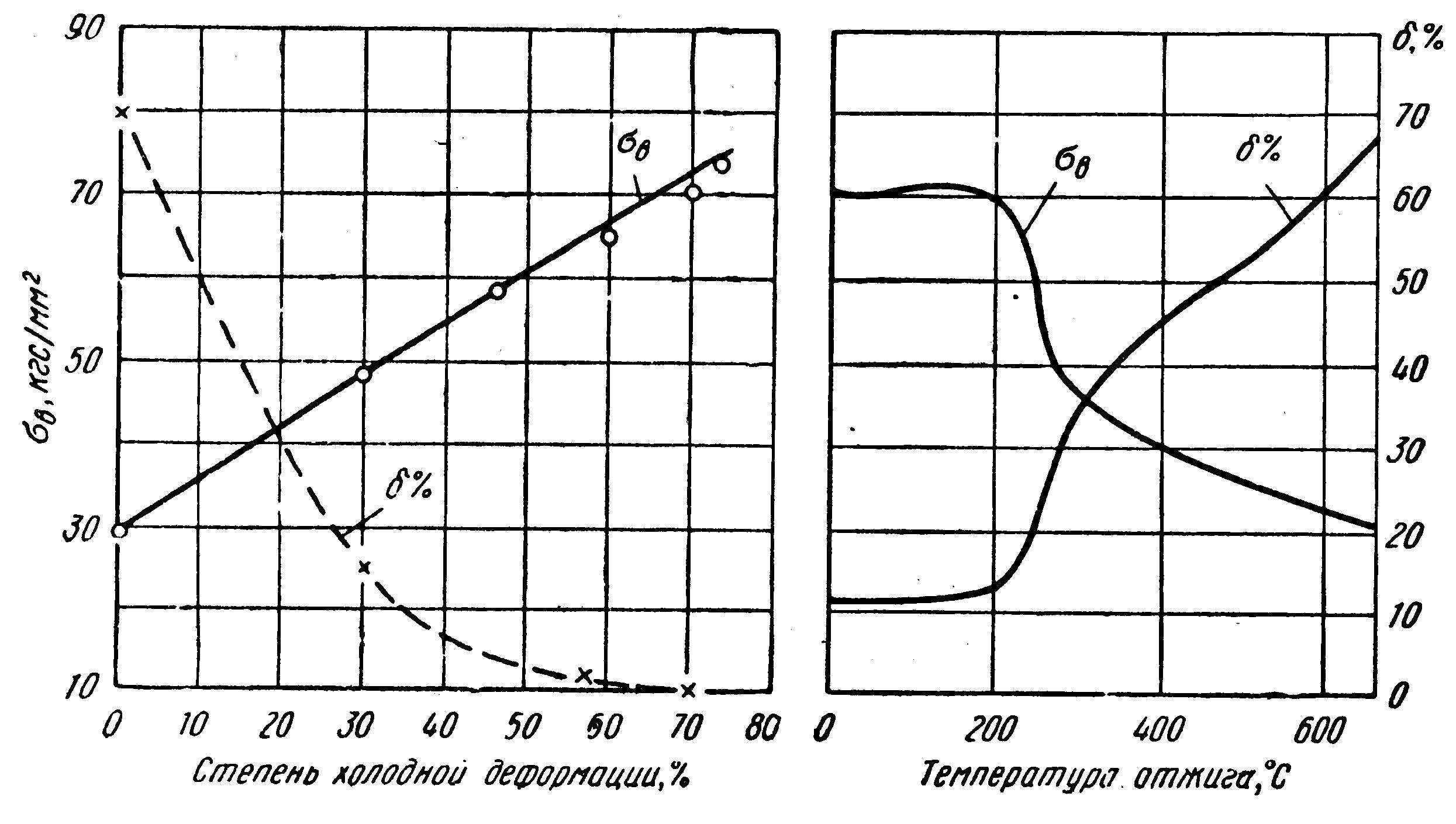
Рис. 3. Механические свойства латуни Л68 в зависимости:
а - от степени деформации; б - от температуры отжига
При вылеживании или эксплуатации в латунных изделиях иногда возникают трещины. «Сезонное растрескивание» наблюдается главные образом в латунях с содержанием более 20% Zn и отчетливо обнаруживается, например, в полых изделиях, прутках и т. д. Сезонное растрескивание усиливается в химически активных средах, особенно в парах аммиака, ртутных солях, ртути, мыльной воде и т. д. Образование трещин является результатом совместного действия остаточных напряжений, созданных холодной деформацией (наиболее опасны растягивающие напряжения), и химически активных сред.
Для предохранения от сезонного растрескивания нужен отпуск с нагревом до 200-300° С; это снимает большую часть остаточных напряжений и незначительно снижает прочность.
Но в условиях изготовления и монтажа конструкций с применением развальцовки, гибки и т. д. не всегда возможно избежать возникновения местных, даже незначительных деформаций, а, следовательно, и сезонного растрескивания. В таких случаях применяют более дорогие (и имеющие меньшую прочность), но не склонные к сезонному растрескиванию латуни Л96 и Л90. Латуни Л96 и Л90 обладают высокой теплопроводностью.
Латуни можно заменить алюминиевой бронзой, не склонной к сезонному растрескиванию и обладающей аналогичными значениями прочности и пластичности.
№ 11. Гребные винты морских пароходов имеют сложную форму и очень массивны, например масса винта современного крупного океанского теплохода достигает 30-50 т.
Наметить схему технологии изготовления винта, учитывая его форму. Исходя из этой схемы и условий работы винта в морской воде, подобрать состав сплава и указать его структуру и механические свойства.
№ 12. Некоторые детали арматуры турбин, котлов гидронасосов и т. п., работающие во влажной атмосфере и изготавливаемые массовыми партиями литьем, имеют сложную форму. В процессе литья должна быть обеспечена максимальная точность размеров.
Указать состав применяемого для этой цели цветного сплава, его структуру и механические свойства; привести способ литья, позволяющий создать требуемую высокую точность с минимальной последующей механической обработкой.
Привести химический состав стали для форм, применяемых для литья выбранного сплава, и указать режим термической обработки, а также структуру стали в готовом изделии.
№ 13. Многие детали приборов и оборудования, подверженные действию морской воды, изготавливают из цветного сплава путем холодной деформации в несколько операций.
Подобрать сплав, стойкий против действия морской воды, и привести его химический состав.
Указать режим промежуточной термической обработки выбранного сплава и привести его механические свойства после деформации и термической обработки. Сравнить состав стали, стойкой против действия морской воды;
привести режим ее термической обработки, механические свойства и структуру.
№ 14. Трубки в паросиловых установках должны быть стойки против коррозии.
Подобрать марку сплава на медной основе, пригодного для изготовления трубок и не содержащего дорогих элементов; привести состав выбранного сплава.
Указать способ изготовления трубок и сравнить механические свойства выбранного сплава, получаемые после окончательной обработки, с механическими свойствами стали, стойкой против коррозии в тех же средах.
здесь .
Основные характеристики стали:
- плотность
- модуль упругости и модуль сдвига
- коэффициент линейного расширения
- и другие
Марки стали углеродистой
Углеродистая сталь обыкновенного качества в зависимости от назначения подразделяется на три группы:
- группа А - поставляемая по механическим свойствам;
- группа Б - поставляемая по химическому составу;
- группа В - поставляемая по механическим свойствам и химическому составу.
Примерный химический состав нержавеющей стали (в %) Дамасская и булатная сталь. Дамасская сталь - первоначально то же, что и булат; позднее - сталь, полученная кузнечной сваркой сплетенных в жгут стальных полос или проволоки с различным содержанием углерода. Название получила от города Дамасск (Сирия), где производство этой стали было развито в средние века и, отчасти, в новое время.Булатная сталь (булат) - литая углеродистая сталь со своеобразной структурой и узорчатой проверхностью, обладающая высокой твердостью и упругостью. Из булатной стали изготовляли холодное оружие исключительной стойкости и остроты. Булатная сталь упоминается еще Аристотелем. Секрет изготовления булатной стали, утерянный в средние века, раскрыл в XIX веке П.П.Аносов. Опираясь на науку, он определил роль углерода как элемента, влияющего на качество стали, а также изучил значение ряда других элементов. Выяснив важнейшие условия образования лучшего сорта углеродистой стали - булата, Аносов разработал технологию его выплавки и обработки (Аносов П.П. О булатах. Горный журнал, 1841, № 2, с.157-318).Плотность стали, удельный вес стали и другие характеристики стали Плотность стали - (7,7-7,9)*10 3 кг /м 3 ;Удельный вес стали - (7,7-7,9) г /cм 3 ;Удельная теплоемкость стали при 20°C - 0,11 кал/град;Температура плавления стали - 1300-1400°C ;Удельная теплоемкость плавления стали - 49 кал/град;Коэффициент теплопроводности стали - 39ккал/м*час*град;Коэффициент линейного расширения стали (при температуре около 20°C) : сталь 3 (марка 20) - 11,9 (1/град); сталь нержавеющая - 11,0 (1/град).Предел прочности стали при растяжении : сталь для конструкций - 38-42 (кГ/мм 2); сталь кремнехромомарганцовистая - 155 (кГ/мм 2); сталь машиноподелочная (углеродистая) - 32-80 (кГ/мм 2); сталь рельсовая - 70-80 (кГ/мм 2);Плотность стали, удельный вес сталиПлотность стали - (7,7-7,9)*10 3 кг /м 3 (приблизительно 7,8*10 3 кг /м 3);Плотность вещества (в нашем случае стали) есть отношение массы тела к его объему (другими словами плотность равна массе единицы объема данного вещества):d=m/V, где m и V - масса и объем тела.За единицу плотности принимают плотность такого вещества, единица объема которого имеет массу, равную единице:
в системе СИ это 1 кг /м 3 , в системе СГС - 1 г /см 3 , в системе МКСС - 1 тем /м 3 . Эти единицы связаны между собой соотношением:1 кг /м 3 =0,001 г /см 3 =0,102 тем /м 3 .Удельный вес стали - (7,7-7,9) г /cм 3 (приблизительно 7,8 г /cм 3);Удельный вес вещества (в нашем случае стали) есть отношение силы тяжести Р однородного тела из данного вещества (в нашем случае стали) к объему тела. Если обозначить удельный вес буквой γ , то:γ=P/V .С другой стороны, удельный вес можно рассматривать, как силу тяжести единицы объема данного вещества (в нашем случае стали). Удельный вес и плотность связаны таким же соотношением, как вес и масса тела:γ/d=P/m=g.За единицу удельного веса принимают: в системе СИ - 1 н /м 3 , в системе СГС - 1 дн /см 3 , в системе МКСС - 1 кГ/м 3 . Эти единицы связаны между собой соотношением:1 н /м 3 =0,0001 дн /см 3 =0,102 кГ/м 3 .Иногда используют внесистемную единицу 1 Г/см 3 .Так как масса вещества, выраженная в г , равна его весу, выраженному в Г, то удельный вес вещества (в нашем случае стали), выраженный в этих единицах, численно равен плотности этого вещества, выраженной в системе СГС.Аналогичное численное равенство существует и между плотностью в системе СИ и удельным весом в системе МКСС.
Плотность стали Модули упругости стали и коэффициент Пуассона
Величины допускаемых напряжений стали (кГ/мм 2) Свойства некоторых электротехнических сталей Нормируемый химический состав углеродистых сталей обыкновенного качества по ГОСТ 380-71
| Марка стали | Содержание элементов, % | ||||
| C | Mn | Si | P | S | |
| не более | |||||
| Ст0 | Не более 0,23 | - | - | 0,07 | 0,06 |
| Ст2пс Ст2сп |
0,09...0,15 | 0,25...0,50 | 0,05...0,07 0,12...0,30 |
0,04 | 0,05 |
| Ст3кп Ст3пс Ст3сп Ст3Гпс |
0,14...0,22 | 0,30...0,60 0,40...0,65 0,40...0,65 0,80...1,10 |
не более 0,07 0,05...0,17 0,12...0,30 не более 0,15 |
0,04 | 0,05 |
| Ст4кп Ст4пс Ст4сп |
0,18...0,27 | 0,40...0,70 | не более 0,07 0,05...0,17 0,12...0,30 |
0,04 | 0,05 |
| Ст5пс Ст5сп |
0,28...0,37 | 0,50...0,80 | 0,05...0,17 0,12...0,35 |
0,04 | 0,05 |
| Ст5Гпс | 0,22...0,30 | 0,80...1,20 | не более 0,15 | 0,04 | 0,05 |
| Марка стали | Предел прочности (временное сопротивление) σ в, МПа |
Предел текучести σ т, МПа | Относительное удлинение коротких образцов δ 5 , % | Изгиб на 180° при диаметре оправки d | ||||
| толщина образца s, мм | ||||||||
| до 20 | 20...40 | 40...100 | до 20 | 20...40 | 40...100 | до 20 | ||
| Ст0 | 310 | - | - | - | 23 | 22 | 20 | d=2s |
| ВСт2пс ВСт2сп |
340...440 | 230 | 220 | 210 | 32 | 31 | 29 | d=0 (без оправки) |
| ВСт3кп ВСт3пс ВСт3сп ВСт3Гпс |
370...470 380...490 380...500 |
240 250 250 |
230 240 240 |
220 230 230 |
27 26 26 |
26 25 25 |
24 23 23 |
d=0,5s |
| ВСт4кп ВСт4пс ВСт4Гсп |
410...520 420...540 |
260 270 |
250 260 |
240 250 |
25 24 |
24 23 |
22 21 |
d=2s | ВСт5пс ВСт5сп ВСт5Гпс |
500...640 460...600 |
290 290 |
280 280 |
270 270 |
20 20 |
19 19 |
17 17 |
d=3s |
По химическому составу сталь подразделяют на углеродистую и легированную. Углеродистые стали разделяют по содержанию углерода на:
· малоуглеродистые: менее 0,3 % углерода;
· среднеуглеродистые: 0,3-0,7 % углерода;
· -высокоуглеродистые: более 0,7 % углерода.
Легированные стали разделяют по общему содержанию легирующих элементов на:
· низколегированные: менее 2,5 %;
· среднелегированные: 2,5-10,0 %;
· высокоуглеродистые: более 10,0%.
Классификация стали по способу производства и качеству (содержанию вредных примесей) К вредным примесям в сталях относят серу S и фосфор P.
В зависимости от их содержания стали разделяют на:
· стали обыкновенного качества (рядовые): до 0,06% S, до 0,07% P;
· качественные стали: до 0,04% S, до 0,035% P;
· высококачественные стали: до 0,025% S, до 0,025% P;
· особовысококачественные стали: до 0,015% S, до 0,025% P.
· Сталь обыкновенного качества (или рядовая сталь) выплавляется чаще всего в больших мартеновских печах, конвертерах и разливается в сравнительно крупные слитки Способ изготовления во многом предопределяет состав, строение и свойства этой стали. Стали высококачественные выплавляются преимущественно в электропечах, Классификация стали по назначению
· Конструкционные стали принято делить на строительные, для холодной штамповки, цементируемые, улучшаемые, высокопрочные, рессорно-пружинные, шарикоподшипниковые, автоматные, коррозионно-стойкие, жаростойкие, жаропрочные, изно-состойкие стали.
· К строительным сталям относятся углеродистые стали обыкновенного качества, а также низколегированные стали. Основное требование к строительным сталям - их хорошая свариваемость.
· Для холодной штамповки применяют листовой прокат из низкоуглеродистых качественных
· Цементируемые стали применяют для изготовления деталей, работающих в условиях поверхностного износа и испытывающих при этом динамические нагрузки.
· Высокопрочные стали - это стали, у которых подбором химического состава и термической обработкой достигается предел прочности примерно вдвое больший, чем у обычных конструкционных сталей. Такой уровень прочности можно получить в среднеуглеродистых легированных сталях
· Пружинные (рессорно-пружинные) стали сохраняют в течение длительного времени упругие свойства, поскольку имеют высокий предел упругости, высокое сопротивление разрушению и усталости. К пружинным относятся углеродистые стали (65, 70) и стали, легированные элементами, которые повышают предел упругости - кремни-ем, марганцем, хромом, вольфрамом, ванадием
· Подшипниковые (шарикоподшипниковые) стали имеют высокую прочность, износоустойчивость, выносливость. К подшипниковым предъявляют повышенные требования на отсутствие различных включений, макро- и микропористости. Обычно шарикоподшипниковые стали характеризуются высоким содержанием углерода (около 1%) и наличием хрома
· Износостойкие стали применяют для деталей, работающих в условиях абразивного трения, высокого давления и ударов (крестовины железнодорожных путей, траки гусеничных машин, щеки дробилок, черпаки землеройных машин, ковши экскаваторов и др.).
· Коррозионностойкие стали и сплавы классифицируют в зависимости от агрессивности среды, в которой они используются, и по их основному потребительскому свойству на собственно коррозионно-стойкие, жаростойкие, жаропрочные
· Изделия из собственно коррозионностойких сталей (лопатки турбин, клапаны гидравлических прессов, пружины, карбюраторные иглы, диски, валы, трубы и др.) работают при температуре эксплуатации до 550°С.
· Жаропрочные стали способны работать в нагруженном состоянии при высоких температурах в течение определенного времени и при этом обладают достаточной жаростойкостью. Данные стали и сплавы применяются для изготовления труб, клапанных, паро- и газотурбинных деталей (роторы, лопатки, диски и др.).
· Жаростойкие (окалиностойкие) стали обладают стойкостью против химического разрушения поверхности в газовых средах, в том числе серосодержащих, при температурах +550-1200°С в воздухе, печных газах.
· Инструментальные стали по назначению делят на стали для режущих, измерительных инструментов, штамповые стали.
· Стали для режущих инструментов должны быть способными сохранять высокую твердость и режущую способность продолжительное время, том числе и при нагреве. В качестве сталей для режущих инструментов применяют углеродистые, легированные инструментальные, быстрорежущие стали.
· Штамповые стали обладают высокой твердостью и износостойкостью, прокаливаемостью и теплостойкостью.
Билет 26 Цветные металлы в чистом виде обычно применяются редко, чаще используют различные сплавы. Из числа сплавов цветных металлов в машиностроении наибольшее значение имеют легкие сплавы – алюминия, магния и титана, а также медь и ее сплавы, сплавы на основе никеля, сплавы для подшипников (баббиты), материалы для полупроводников и высокопрочные сплавы на основе тугоплавких металлов.
АЛЮМИНИЙ Для алюминия и его сплавов характерна большая удельная прочность, близкая к значениям для среднелегированных сталей. алюминий и его сплавы хорошо поддаются горячей и холодной деформациям, точечной сварке, а специальные сплавы можно сваривать плавлением и другими видами сварки. Чистый алюминий хорошо сопротивляется коррозии, так как на его поверхности образуется плотная пленка оксидов Al2O3. Добавки железа и кремния повышают прочность алюминия, но снижают пластичность и устойчивость против коррозии. Чистый алюминий применяется для кабелей и электропроводящих деталей, но в основ-ном алюминий используется для изготов-ления сплавов.
МАГНИЙ Малая плотность магния и его сплавов в сочетании с высокой удельной прочностью и рядом физико-химических свойств делает их ценными для применения в различных областях машиностроения: автомобильной, приборостроении, самолетостроении, космической, радиотехнике и других. В горячем состоянии магниевые сплавы хорошо поддаются различным видам обработки давлением – прессованию, ковке, прокатке.
ТИТАН Титан обладает высокими механическими свойствами, высокой удельной прочностью при комнатных и криогенных температурах, а также хорошей коррозионной стойкостью Механические свойства титана сильно зависят от содержания примесей. Так небольшие количества кислорода, азота и углерода повышают твердость и прочность, но при этом значительно уменьшаются пластичность и коррозионная стойкость, ухудшается свариваемость и штампуемость. Особенно вреден водород, который образует по границам зерен тонкие пла-стины гидридов, сильно охрупчивающих металл. Для особо ответственных деталей применяют наиболее чистый титан.
МЕДЬ Наиболее характерными свойствами чистой меди являются высокие значения электропроводности, теплопроводности и стойкость против атмосферной коррозии. В связи с высокой пластичностью чистая медь хорошо деформируется в горячем и холодном состояниях. В процессе холодной деформации медь наклепывается и упрочняется; восстановление пластичности достигается рекристаллизационным отжигом при 500…600ºС в восстановительной атмо-сфере, так как медь легко окисляется при нагреве. Чистая медь применяется для проводников электрического тока, различных теплообменников, водоохлаждаемых изложниц, поддонов, кристаллизаторов. Чистая медь имеет низкую прочность и жидкотекучесть, плохо обрабатывается резанием, поэтому более широкое применение нашли сплавы на ее основе. При сохранении высоких показателей электро- и теплопроводности коррозионной стойкости сплавы меди обладают хорошими механическими, технологическими и антифрикционными свойствами. Для легирования меди в основном применяют цинк, олово, алюминий, бериллий, кремний, марганец и никель. Повышая прочность сплавов, эти легирующие элементы практически не снижают пластичность, цинк, олово, алюминий даже увеличивают ее.
ЛАТУНЬ Латунями называют медноцинковые сплавы. При дополнительном введении в сплав добавок алюминия, свинца, олова, кремния и других элементов получают специальные латуни. Практическое применение находят латуни, содержание цинка в которых не превышает 49%. При более высокой концентрации цинка значительно ухудшается механические свойства сплава.
БРОНЗА Хуй знает че с этой бронзой, обозначается он буквами "Бр" вот и все, что можно объяснить доступным языком, а химические формулы и заумные слова тольео похоронят тебя на экзамене. Вот такие дела удачи)
Билет 35 Пластмассы
Пластмассы - искусственные материалы. Обязательным компонентом является связка. В качестве связки используются: синтетические смолы; эфиры, целлюлоза. Некоторые пластмассы состоят только из одной связки (полиэтилен, фторопласты, органическое стекло). Вторым компонентом является наполнитель (порошкообразные, волокнистые, сетчатые вещества органического или неорганического происхождения). Наполнители повышают механические свойства, снижают усадку при прессовании полуфабриката, придают материалу необходимые свойства. Для повышения эластичности и облегчения обработки в пластмассу добавляют пластификаторы (олеиновая кислота, стеарин, дибутилфторат...). Исходная композиция может содержать: отвердители (амины); катализаторы (перекиси) процесса отвердения; красители. Основой классификации пластмасс служит химический состав полимера: По характеру связующего вещества, различают термопластичные (термопласты) и термореактивные пластмассы. Термопласты получают на основе термопластичных полимеров. Они удобны для переработки (при нагревании пластифицируются), имеют низкую объемную усадку (не более 4%), отличаются большой упругостью, малой хрупкостью. Термореактивные пластмассы после отверждения и перехода в термостабильное состояние отличаются хрупкостью, могут дать усадку до 15%. Поэтому в состав этих пластмасс вводят усиливающие наполнители.
По виду наполнителя, различают пластмассы: порошковые (карболиты) - с наполнителем в виде древесной муки, графита, талька... Волокнистые - с наполнителем из: очесов хлопка и льна (волокниты); стеклянных нитей (стекловолокниты); асбеста (асбоволокниты). Слоистые - с листовым наполнителем: бумажные листы (гетинакс); хлопчатобумажные ткани, стеклоткани, асбестовые ткани (текстолит, стеклотекстолит, асботекстолит). Г азонаполненные - с воздушным наполнителем (пенопласты, поропласты). Особенностями пластмасс являются: малая плотность; низкая теплопроводность; большое тепловое расширение; хорошие электроизоляционные свойства; высокая химическая стойкость; хорошие технологические свойства
Билет 27 Паянием называют процесс, жесткого соединения металлических деталей путем расплавления присадочного материала припоя, имеющего температуру плавления более низкую, чем температура плавления основного металла. Соединение с помощью припоя основано на взаимном растворении и диффузии основного металла и припоя. Такой процесс протекает наиболее благоприятно, если основной металл и припой имеют химическое и физическое сродство. Прочность соединения припоем зависит от величины поверхностей, соединяемых пайкой, чистоты этих поверхностей, зазора между дета-лями, структуры образовавшегося паечного шва, а затем и устойчивости к коррозии основного сплава и припоя.Уменьшение линейных размеров изделия особенно заметно при соединении нескольких деталей, когда суммарная усадка припоя в паечных швах может достигать размеров, при которых конструкция оказывается заметно укороченной и часто непригодной. Поверхность металлов, соединяемых пайкой, необходимо тщательно очистить от окислов и загрязнений, препятствующих процессу диффузии и растворению металлов. Флюс . Он защищает спаиваемые поверхности и очищает их от окислов, препятствующих диффузии припоя в основной металл. Спаиваемый металл с припоем может давать,различные виды соединений: твердый раствор, химическое соединение, механическая смесь. Лучшим видом спайки является такая, при которой формируется структура припоя типа твердого раствора. Она происходит между металлами, обладающими наибольшим физико-химическим сродством. Примером может быть паяние меди латунью, золота- золотыми припоями. Структуры типа химического соединения (паяние меди оловом) и механической смеси (паяние стали золотом) не обеспечивают высокой прочности и антикоррозийной устойчивости.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПЙКИ
1) Подготовка поверхности (очистка от жиров и прочей хуетни)
2)Выравнивание (подгонка по поверхности)
3)Защита места пайки флюсом.
4) Лужение (покрытие тонким слоем частей спаиваемых)
5) Прогревание до плавления
6) Фиксация
7) Охлаждение
8) Очистка пайного шва от излишковприпоя флюса и др.
Твердая плавка(медь железо) очень близки к латунным Для пайки твердого припоя с температурой плавления 1000градусов используют гранники (пояльники с открытым пламенем) Флюсы применяют на основе борной кислоты и ее соли
Билет 28 28 . Мартеновский способ производства стали
Мартеновское производство возникло в 1864 г., когда П.Мартен построил первую регенеративную (использующую теплоту отходящих газов) печь, давшую годную литую сталь из твердой шихты. В России первая мартеновская печь была построена в 1869 г. А.А.Износковым на Сормовском заводе. Вплоть до 90-х годов мартеновские печи использовались для производства стали лишь с завалкой твердой шихты и работали по так называемому скрап-процессу. Разработка технологии рудного процесса на жидком чугуне была осуществлена в Украине братьями А.М. и Ю.М.Горяиновыми; они же внедрили плавку по этой технологии в 1894 г. на Александровском заводе в Екатеринославле (ныне Днепропетровский завод им. Г. И. Петровского). В мартеновской печи осуществляется передел загруженной в нее шихты: твердого или жидкого чугуна, стального и чугунного лома с использованием железной руды, окалины, кислорода, флюсов и ферросплавов - в сталь заданного состава, при этом получается побочный продукт плавки - мартеновский шлак. Мартеновская печь
Верхняя часть мартеновской печи (рис. 1) состоит из рабочего пространства (ограниченного ванной4, передней стеной 9, задней стеной 8, сводом 5) и головок, расположенных с обоих концов рабочего пространства. В передней стене находятся загрузочные окна 6, через которые с рабочей площадки загружается шихта, берутся пробы и ведется наблюдение за плавкой. Подина печи имеет наклон к задней стене, в которой находится отверстие для выпуска готовой стали, разделываемое перед выпуском. Через каналы 1, 2, 3 и 7 головок подается газ (топливо) и окислительное дутье и отводятся продукты горения. Нижняя часть печи состоит из двух пар шлаковиков, двух пар регенераторов, подземных каналов с перекидными клапанами и дымового борова, соединенного с дымовой трубой или котлом - утилизатором. Шлаковики и регенераторы расположены попарно и симметрично по обе стороны печи. Сечение через воздушный шлаковик 11 и газовый шлаковик 10 сделано в одной плоскости с сечением рабочего пространства, а сечение через воздушный регенератор 12 и газовый регенератор 13 - в другой плоскости: шлаковики находятся под головками, а регенераторы под рабочей площадкой. Регенераторы служат для нагрева воздуха и горючего газа, поступающих в рабочее пространство при температуре 1000-1150°. Необходимость нагрева вызвана тем, что в рабочем пространстве должна быть обеспечена температура до 1700° и более, если же предварительного нагрева дутья и газа не производить, то температура в печи будет недостаточна для нагрева и последующего плавления мягкой стали. Камеры регенераторов заполнены насадкой в виде решетчатой кладки из огнеупорного кирпича. Регенераторы работают попарно и попеременно: в то время как одна пара нагревает дутье и газ, другая аккумулирует (запасает) теплоту отходящих продуктов горения; по охлаждении регенераторов до нижнего предела либо по достижении верхнего предела нагрева регенераторов, аккумулирующих теплоту, происходит перемена направления движения газов посредством перекидки клапанов. Шлаковики расположены между головками и регенераторами; они служат для собирания пыли и капель шлака, которые выносятся продуктами горения. Для нагрева мартеновских печей, работающих на машиностроительных заводах, применяется также жидкое топливо (мазут). Мазут в рабочее пространство вводится с помощью форсунки и распыляется струей воздуха или пара под давлением 5-8ати. Печи, работающие на мазуте, оборудуются только двумя регенераторами (и соответственно двумя шлаковиками) для подогрева окислительного дутья по одному с каждой стороны. Мартеновские процессы и печи разделяют на основные и кислые в зависимости от характера процесса и, соответственно, материала футеровки подины и стен. Плавка стали на шихте, содержащей фосфор и серу в количестве, превышающем допустимое в готовой стали, производится основным процессом, т.е. под основным шлаком и в печах с основной футеровкой. Ванна основных печей футеруется обожженным доломитом или магнезитом. Для кладки свода рабочего пространства, головок и стен шлаковиков применяют магнезитохромитовый кирпич, имеющий высокую стойкость. В небольших печах, а также при отсутствии магнезитохромитового кирпича, свод печей делается из динасового кирпича. Для плавки стали под кислым шлаком применяются кислые печи с футеровкой из динасового кирпича и кварцевого песка. Помимо стационарных мартеновских печей, применяются также качающиеся мартеновские печи. Верхняя часть качающейся печи опирается на систему роликов. Между торцовыми стенками рабочего пространства и головками имеются небольшие щели, обеспечивающие возможность поворота корпуса печи. Посредством поворотного механизма осуществляется наклон до 15° в сторону рабочей площадки для скачивания шлака, или на 30-33° в сторону выпускного отверстия для выпуска стали. Продолжительность службы мартеновской печи (ее кампания) определяется числом плавок, выдерживаемых сводом рабочего пространства; она составляет обычно для печей с динасовым сводом 250- 300 плавок (при большой емкости) или 400-500 плавок (при малой и средней емкости), а для печей с хромомагнезитовым сводом 700 и более плавок. В мартеновских печах выплавляют углеродистую конструкционную сталь, а также легированную сталь различных марок.







